02.03.2026 von Viktor Siebert
FANUC A06B-6096-H301: Alarm b. am Servomodul und 449 INV. IPM ALARM an der CNC
Ausgangssituation und Fehlerbild.
Anlieferung war ein FANUC AC Servo Amplifier Modul A06B-6096-H301. Laut Fehlerbeschreibung ließ sich das Drive einschalten, eine Achsbewegung war jedoch nicht möglich. Am Servomodul erschien nach dem Einschalten reproduzierbar der Code „b.“ im Statusfenster. Parallel meldete die CNC „449 X/Y AXIS: INV. IPM ALARM“. Der Alarm trat direkt beim Versuch auf, die Achsfreigabe zu erteilen. Weitere Tests waren damit blockiert.
Technisch auffällig ist die Punktanzeige am Drive. Diese Anzeige steht bei diesen Baugruppen für einen internen Schutzfall im Leistungszweig und nicht für einen einfachen Parametereintrag. Damit muss früh zwischen externer Ursache (Motor, Leitung, Versorgung) und internem Fehler im Modul unterschieden werden.
Eingangskontrolle und erste Diagnose
Vor allen Arbeiten: spannungsfrei schalten, gegen Wiedereinschalten sichern, Entladezeit abwarten und Spannungsfreiheit prüfen. Am Modul ist eine Entladezeit von mehr als 20 Minuten gekennzeichnet.
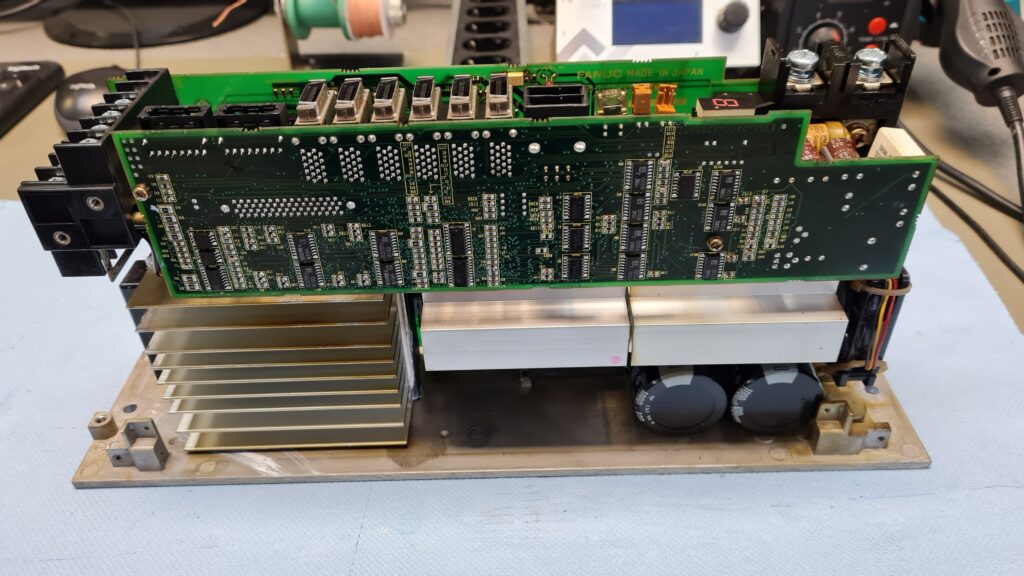
Die Sichtprüfung zeigte deutliche Verschmutzung im Luftweg und Hinweise auf reduzierten Luftdurchsatz. Zusätzlich gab es Spuren länger anhaltender thermischer Belastung. Anschlüsse und Gehäuse wurden auf lockeren Sitz, mechanische Schäden und Feuchtigkeit geprüft.
Am Testplatz wurde das Fehlerbild reproduziert. Das Modul startete, ging jedoch beim Freigeben unmittelbar wieder in den Alarmzustand. Der Code „b.“ war stabil und wiederholbar, unabhängig von der weiteren Ansteuerung.
Technische Analyse
Im FANUC Servo Maintenance Manual wird beschrieben, dass IPM Alarme als 8., 9., A., b., C., d. oder E. im LED Fenster angezeigt werden. Der Code „b.“ entspricht dabei einem IPM Alarm für die L und M Achse. Damit passt der Drive Code zur CNC Meldung für zwei Achsen, hier X und Y.
Ein IPM Alarm bedeutet, dass der interne Schutz des Leistungsmoduls anspricht. Als Ursachen kommen Überstrom, Versorgungsstörung oder Überhitzung in Frage. Das Handbuch nennt als erste Abgrenzung eine Wartezeit, weil ein reiner Überhitzungszustand nach Abkühlung nicht zwingend erneut auftreten muss. Bleibt der Alarm bestehen, wird die Ursache eher im Schutzbetrieb durch Überstrom oder Versorgungsfehler gesehen, beziehungsweise in einem Defekt im Verstärker.
Aus der Befundkette ergab sich ein plausibles Bild: Verschmutzung und ein verschlissener Lüfter erhöhen die Bauteiltemperaturen. Unter Last steigen dadurch Verluste, Schutzreserven werden kleiner und die Elektronik läuft häufiger am Limit. Über längere Zeit kann das zu Überlast und Folgeschäden im Leistungsmodul sowie in dessen Ansteuerung führen. Der Endzustand ist dann ein sofortiger IPM Alarm schon beim Freigeben.
Reparaturmaßnahmen und Instandsetzung
Die Instandsetzung wurde als präventive Komplettüberholung ausgeführt. Zuerst erfolgten Reinigung und Wiederherstellung des Luftwegs. Die Kühleinheit wurde erneuert.
Im nächsten Schritt wurden die funktionalen Baugruppen im Leistungsteil und in der Ansteuerung überarbeitet und bei Bedarf ersetzt. Zusätzlich wurden Kontaktstellen, Steckbereiche und interne Verbindungen geprüft, nachgearbeitet und gesichert. Abschließend wurden Versorgungspfad und Diagnosefunktionen stabilisiert, damit Schutzschwellen und Rückmeldungen wieder reproduzierbar arbeiten.
Abschließender Funktionstest
Der Funktionstest erfolgte am FANUC Prüfstand mit passender Zwischenkreisversorgung und Lastsimulation. Getestet wurden Ein Aus Verhalten, Freigabe, Sollwertwechsel sowie stabile Regelung bei niedrigen, mittleren und höheren Drehzahlen. Unter Last wurden Stromaufnahme und thermisches Verhalten über mehrere Stunden überwacht.
Das Ergebnis war stabil und reproduzierbar. Der Alarm b. trat nicht mehr auf, und die CNC zeigte keine INV. IPM Meldung mehr.
Fazit
Der Fehler war ein Verlauf aus schwächer werdender Kühlung und daraus folgender thermischer Überlastung bis hin zum Schutzfall im Leistungszweig. Die Kombination aus CNC Alarm 449 und Drive Code „b.“ zeigt, dass der Verstärker den sicheren Betrieb der betroffenen Achskanäle nicht mehr gewährleisten konnte. Durch die Komplettüberholung mit Fokus auf Kühlung, Leistungsteil und Ansteuerung sowie durch den mehrstündigen Lasttest ist die Funktion wiederhergestellt und die Reparatur nachhaltig abgesichert.








Weitere Informationen wie Preis, Lieferzeit zum: Fanuc A06B-6096-H301 Servo Drive Unit
Mehr Informationen zu unserer Fanuc -Reparaturkompetenz finden Sie hier: Fanuc Drive Reparatur bei Industrypart
📞 Kontaktieren Sie uns gerne, wenn Sie Fragen zu Ihrer Fanuc -Antriebstechnik haben.
Unser Team freut sich auf Ihre Anfrage!
Technische Spezifikationen
| Feld | Wert |
|---|
| Hersteller | FANUC |
| Gerätetyp | AC Servo Amplifier Modul (Servo Amplifier Module) |
| Modellbezeichnung | A06B-6096-H301 |
| Serie | AC Servo Amplifier |
| Leistung | 1,85 kW (Typenschild) |
| Eingangsspannung | ca. 283 bis 325 V DC Zwischenkreis (Typenschild) |
| Ausgangsspannung | max. 230 V AC (PWM) (Typenschild) |
| Nennstrom | 3,0 A je Achskanal L, M, N (Typenschild) |
| Steuerungsart | Digitale Servoregelung über CNC, PWM Stromregelung im Verstärker |
| Rückführung | Pulse Coder, je nach Motor meist Inkremental, ca. 2500 bis 10000 Imp/U |
| Kühlung | Zwangsluft, integrierter Lüfter |
| Schutzart | ca. IP20, Einbau im Schaltschrank erforderlich |
| Umgebungstemperatur | ca. 0 bis 55 °C im Schaltschrank, Derating bei hoher Temperatur |
| Montage | Schaltschrankmontage, vertikal, freier Luftweg und Filter nötig |
| Herkunft | Japan (Typenschild: FANUC LTD, Yamanashi) |
| Produktstatus | abgekündigt oder Legacy, Ersatz häufig über Reparatur oder Refurbishment |
Einsatzumgebung und Einsatzmöglichkeiten
Typisch ist der Einsatz als Achsverstärker in CNC Werkzeugmaschinen und Handlingsystemen. Solche Module finden sich häufig in Anlagen aus ca. den späten 1990ern bis ca. 2010, abhängig von der Steuerungsgeneration. Im Betrieb sind eine stabile Schaltschrankkühlung, saubere Luftführung und ausreichend Reserve bei der Umgebungstemperatur entscheidend. Filtermatten und Lüfter müssen als Wartungspunkt geführt werden, weil thermische Überlast bei dieser Baugruppe direkt die Lebensdauer des Leistungsteils beeinflusst.
Funktionsbeschreibung
Das Modul wird aus einem Zwischenkreis gespeist und erzeugt daraus eine geregelte, dreiphasige Motorversorgung. Die CNC übergibt Freigabe und Sollwerte, während der Verstärker den Motorstrom regelt und Schutzfunktionen überwacht. Über die Rückführung des Motors wird der Regelkreis geschlossen, typischerweise über einen Pulse Coder.
Sicherheitsrelevant sind Freigabelogik, Strombegrenzung, Übertemperaturüberwachung und die Überwachung der Versorgung. Bei unzulässigen Zuständen wird die Endstufe gesperrt und ein Alarm ausgegeben. Die Entladezeit des Zwischenkreises ist zu beachten. Vor dem Öffnen oder Abziehen von Steckern: spannungsfrei schalten, gegen Wiedereinschalten sichern, Entladezeit abwarten und Spannungsfreiheit prüfen. Messungen an spannungsführenden Teilen nur durch Elektrofachkraft.
Alarmmeldungen und Troubleshooting
| Alarmcode | Beschreibung | Mögliche Ursache | Empfohlene Maßnahme |
|---|
| 449 (CNC) | INV. IPM ALARM X/Y | Schutz im Leistungszweig angesprochen, häufig Überstrom oder Überhitzung | Alarmhistorie prüfen, Kühlung und Schaltschranktemperatur bewerten, weitere Messungen nur Elektrofachkraft, anschließend fachliche Diagnose am Prüfstand |
| b. (LED) | IPM Alarm L und M Achse | Interner Schutzfall auf zwei Achskanälen | Zuordnung der Achsen prüfen, externe Ursachen eingrenzen, Modul intern prüfen |
| 8. (LED) | IPM Alarm L Achse | Schutzfall auf einem Achskanal | Motorleitung und Motor isolationsseitig prüfen lassen, Kanalbezogene Diagnose |
| 9. (LED) | IPM Alarm M Achse | Schutzfall auf einem Achskanal | Wie oben, zusätzlich Steckkontakt und Schirmung prüfen |
| A. (LED) | IPM Alarm N Achse | Schutzfall auf einem Achskanal | Wie oben, Achszuteilung im System prüfen |
| 1 (LED) | Fan stopped alarm | Lüfter blockiert, verschmutzt oder Versorgung unterbrochen | Luftweg prüfen, Lüfterfunktion prüfen, Filter warten, bei Bedarf Lüfter oder Modul instandsetzen |
| 2 (LED) | Control power supply undervoltage | Steuerhilfsspannung zu niedrig | Netzteil und Steckverbindungen prüfen, Messung nur Elektrofachkraft |
| 5 (LED) | DC link undervoltage | Zwischenkreisspannung zu niedrig | Einspeisung, Vorladung und Last prüfen, Messung nur Elektrofachkraft |
| 7 (Alarm 414) | DC link overvoltage | Zwischenkreis zu hoch, Bremsbetrieb kritisch | Bremsenergiepfad und Versorgung prüfen, Parameter der Verzögerung prüfen |
| 416 | Feedback disconnected alarm | Rückführung fehlt oder Signal unterbrochen | Geberleitung und Stecker prüfen, Parameter und Gebertyp abgleichen |
| 417 | Invalid servo parameter setting | Parameter nicht passend zum Motor oder Verstärker | Parameterstand prüfen, Motordaten und Verstärkertyp abgleichen |
| Overload | Overload alarm | Mechanische Überlast, falsche Rampen, falsche Motordaten | Lastzustand prüfen, Rampen anpassen, Kühlung prüfen, Motor und Mechanik bewerten |
Baugruppenübersicht
| Baugruppe | Bezeichnung funktional | Funktion | Hinweise zur Prüfung oder Reparatur |
|---|
| Leistungsteil | Leistungsausgang je Achskanal | Erzeugt Motorphasen, schaltet und begrenzt Strom | IPM Alarm deutet häufig auf Fehler im Leistungszweig oder dessen Umfeld, thermische Spuren beachten |
| Ansteuerung und Regelung | Regelung und Schutzlogik | PWM Erzeugung, Stromregelung, Überwachung | Bei wiederholbaren IPM Alarmen auch Ansteuerung und Diagnosesignale prüfen |
| Zwischenkreis und Vorladung | Energiepuffer und Einschaltbegrenzung | Versorgt Leistungsteil, begrenzt Einschaltstrom | Unterspannung und Vorladealarme deuten auf Versorgungspfad, Kontakte und Vorladefunktion |
| Rückführungsinterface | Geberauswertung | Nimmt Pulse Coder Signale auf und meldet an CNC | Bei Feedback Alarm Stecker, Leitung, Schirmung und Gebertyp prüfen |
| Kühlungseinheit | Luftführung und Wärmeabfuhr | Hält Verlustleistung im zulässigen Bereich | Verschmutzung, Lüfterlauf und Filterzustand sind Wartungspunkte, thermische Reserven prüfen |
| Schnittstellen | Leistungs und Signalkonnektoren | Verbindung zu Motor, Versorgung und CNC | Lose Steckverbindungen verursachen Erwärmung und Störungen, Sichtprüfung und Kontaktzustand bewerten |